
The autoclaved aerated concrete porous body is formed through the reaction of aluminum powder in the mixed slurry, in the process of which hydrogen gas is generated and forms bubbles. Once the gas pressure in the bubbles has reached and exceeded the limit shear stress of the slurry, which is growing with time, and overcomes the gravity of the upper slurry, the bubbles expand and start pushing the slurry to expand, and the slurry will be in motion. The speed of bubble expansion depends on the speed of gas generation of the aluminum powder in the slurry. For as long as the aluminum powder reaction continues, the gas in the bubbles will be continuously supplemented, the pressure in the bubbles will always be greater than the gravity of the upper slurry and the increasing limit shear stress of the slurry, and the volume expansion of the slurry will continue until the aluminum powder reaction as well as the expansion and thickening of the slurry are completed.
The process of slurry expansion and thickening to form the green body is affected by many factors, such as slurry water-material ratio, fineness, cement, lime and aluminum powder contents, and others. Various instability problems will occur when the gas generation of the aluminum powder in the slurry does not match the thickening of the slurry. If the gas generation speed of the aluminum powder is faster than the thickening speed of the slurry, the utilization rate of the generated gas is reduced, the pore structure is poor and uneven, the expansion height of the body in the later stage is insufficient, and the product strength is low. If the gas generation speed of the aluminum powder is lower than the thickening speed of the slurry, the mold will collapse, or exhaust gas cracking will occur.
Therefore, in actual production, it is very important to control the matching of the gas generation time of the aluminum powder and the thickening time of the slurry. To achieve the most ideal state, the following conditions must be met: 1. During the expansion process of the slurry and in the period immediately before and after the end of expansion, the bubbles formed by the gas generation of the aluminum powder can stably exist in the expanding slurry, which is constantly thickened and fixed in the green body. 2. After the slurry has thickened, it contains a very small amount of residual gas, which keeps the green cake volume stable. 3. During and after the expansion of the slurry, there will be no bubbling (or very little bubbling), boiling collapse, cracks, or other unstable phenomena. After satisfying the above three conditions, the final formed product does not have obvious volume deformations or internal defects, and forms a porous aerated concrete with stable performance, good structure, and small and uniform pore sizes. Consequently, the final product has good physical properties.


Experimental investigations
Experimental investigations were performed to identify the influence of the matching degree of the gas generation time of the aluminum powder and the thickening time of the slurry on the performance of the final product. The production line experiments included high-quality raw materials such as quartz sand, quicklime, cement, and gypsum. The experiments were conducted according to the proportion required by the 400-unit weight AAC production process. The mortar water-material ratio was 0.65, the mortar fineness was 20% (passing through a 200-mesh sieve, 20% on the sieve), and the specific mix is shown in Table 1. The pouring temperature was controlled at 42°C. Under this process condition, the slurry expansion and thickening time was about 40 min. Under the same conditions, different types of aluminum powders of Sunrise and aluminum powders in the same industry were tested. The experimental results are shown in Table 2.
Table 1: The ratio of raw materials for sand aeration production.
Raw material | Quartz sand | Cement | Quicklime | Gypsum |
Ratio | 65% | 22% | 9.5% | 3.5% |
Table 2: Experimental gas generation and pore strength results.
Model | Particle size (μm) | End time of gas generation (min) | Bubbling quantity | Cake sinking after gassing | Average pore diameter (mm) | Air pore uniformity | Absolute dry weight | Absolute dry compressive strength |
Sunrise 1 | 6 | 46 | None | no sinking | 0.3 | Good, but with crack | 413 | 3.0 |
Sunrise 2 | 10 | 40 | None | no sinking | 0.5 | Good | 420 | 4.1 |
Sunrise 3 | 25 | 34 | 9 | Sink 1 cm | 1.2 | Slightly worse than 2 | 423 | 3.4 |
Others | 25 | 29 | 17 | Sink 3 cm | 1.5 | Poor | 438 | 2.7 |
As can be seen from Table 2, the best match between the time of completion of gas generation and the expansion and thickening time of the slurry was achieved with Sunrise Aluminium Powder 2. In this case, no excess gas was discharged, and the green cake did not sink after gas generation, so that the final product had a uniform pore structure and the highest product strength. The time of completion of gas generation when using Sunrise Aluminium Powder 1 was greater than the slurry expansion and thickening time. Although there was no excess gas discharge and no sinking and the uniformity of pore structure was good, gas-holding cracks developed, resulting in low product strength. The particle size of Sunrise Aluminum Powder 3 and its counterparts is larger than that of Sunrise Aluminum Powders 1 and 2. The actual gassing time of the aluminum powder was less than the thickening time of the green cake. After the gas generation process, the green body did sink, the pore structure was damaged, and the pores were not uniform, resulting in low strength of the final product. Compared with the same particle size, the particle size of Sunrise Aluminum Powder 3 is 25μm, but the gas generation time was completely different. The fundamental reason is that the coating treatment of the surface of the aluminum sheet under the same particle size is different. The surface treatment is better than that of the aluminum powder in the same industry, which delays the initial gas generation time of the aluminum powder, thereby delaying the overall gas generation, so that the final completion of gas generation occurs later, the green cake body sinks less and the product strength is higher.
From this experiment, it can be seen that different specifications of aluminum powder result in different aerodynamic properties under the same conditions, and it is very important to select the appropriate aluminum powder and slurry expansion and thickening time in production.

The influence of raw material selection on AAC properties
The production of AAC is regional. Generally, the raw materials with large consumption such as sand, lime and cement are obtained locally. The selection of raw materials basically determines the production process formula, so the performance of the slurry in production is relatively fixed. Consequently, the matching degree of gas generation time and slurry thickening time can be adjusted predominantly through the selection of the aluminum powder. There are many kinds of aluminum powders used in the production of AAC. Aluminum powders with different particle sizes and different surface coating treatments of aluminum sheets have different gas generation characteristics in the slurry. The previous article published in AAC Worldwide (issue 2/2022) discussed the effects of aluminum powder on the properties of the finished AAC products. Under the same process conditions, aluminum powders with different particle sizes and different surface coating treatments of aluminum sheets will result in different gas evolution curves. This has a marked effect on the pore structure of the finished AAC product.
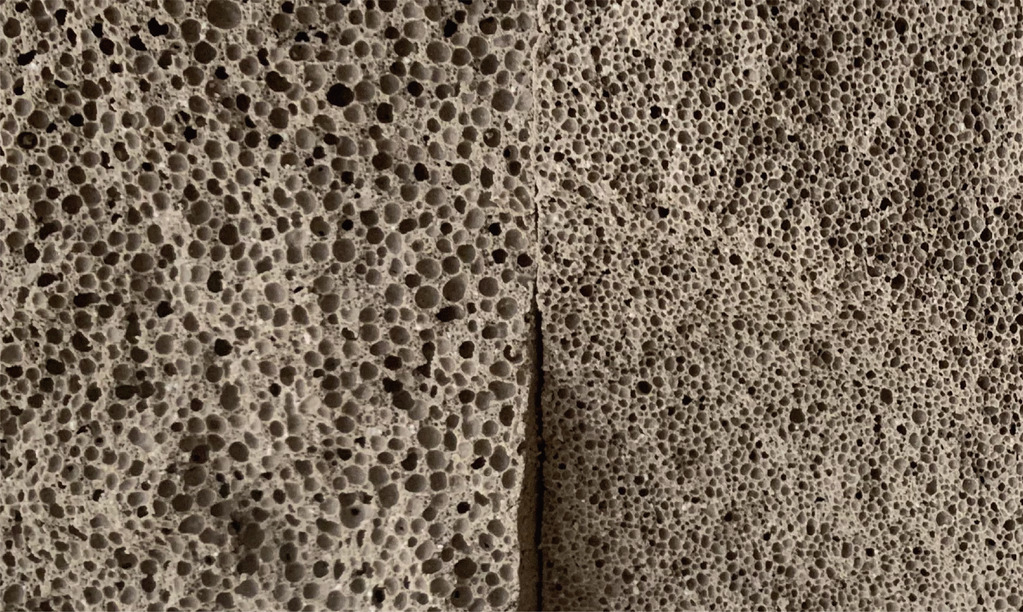
AAC blocks and ALC panels made of aluminum powder with finer particle size will have denser pores, smaller pore sizes, more uniform distribution of pores and less perforation. The excellent performance of this pore structure greatly improves the strength of the finished AAC products. Different degrees of coating treatment on the surface of the aluminum sheet can control the reaction time of the aluminum powder in the slurry in the early stage, which can advance or delay the initial gas generation time. Sunrise Group is committed to the field of AAC and has developed a variety of products with different particle sizes and different surface treatments of aluminum sheets to meet the needs of different customers and provide special customized services. The products are widely used in various countries around the world and received unanimous praise from customers. The products provide advantages over the traditional Chinese aerated aluminum powder production and processing technology, have reshaped product performance, and opened up a broader development field for the AAC industry.
Table 3: Product parameters: Sunrise Aluminum powder for AAC
Grade | Active metal content (%) | D50 (μm) | Screen analysis 200 mesh (%) | Raw material class (kg/m3) |
F9006 | ≥ 92 | 20 - 25 | < 3 | 500 - 600 |
F9005 | ≥ 92 | 10 - 15 | < 1 | 400 - 500 |
F9004 | ≥ 92 | 5 - 8 | < 0.5 | 300 - 400 |
F9506 | ≥ 95 | 20 - 25 | < 3 | 500 - 600 |
F9505 | ≥ 95 | 10 - 15 | < 1 | 400 - 500 |
F9504 | ≥ 95 | 5 - 8 | < 0.5 | 300 - 400 |
Table 4: Product parameters: Sunrise Aluminum paste for AAC
Grade | Non-volatile content (%) | Aluminum content (%) | Active metal content (%) | D50 (μm) | Screen analysis 200 mesh (%) | Raw material class (kg/m3) |
Y6206 | > 70 | 65 | ≥ 92 | 25 - 30 | < 3 | 500 - 600 |
Y7206 | > 80 | 75 | ≥ 92 | 25 - 30 | < 3 | |
Y8206 | > 88 | 85 | ≥ 92 | 25 - 30 | < 3 | |
S6206 | > 70 | 65 | ≥ 92 | 20 - 25 | < 3 | 500 - 600 |
S7206 | > 80 | 75 | ≥ 92 | 20 - 25 | < 3 | |
S8206 | > 88 | 85 | ≥ 92 | 20 - 25 | < 3 | |
Y6105 | > 70 | 65 | ≥ 95 | 10 - 15 | < 1 | 400 - 500 |
Y7105 | > 80 | 75 | ≥ 95 | 10 - 15 | < 1 | |
Y8105 | > 88 | 85 | ≥ 95 | 10 - 15 | < 1 | |
Y6104 | > 70 | 65 | ≥ 95 | 5 - 8 | < 0.5 | 300 - 400 |
Y7104 | > 80 | 75 | ≥ 95 | 5 - 8 | < 0.5 | |
Y8104 | > 88 | 85 | ≥ 95 | 5 - 8 | < 0.5 |